The main classification of bolt ball grid processing
更新時間:2021-02-02 09:50:28?點擊:40171 ? Grid Knowledge
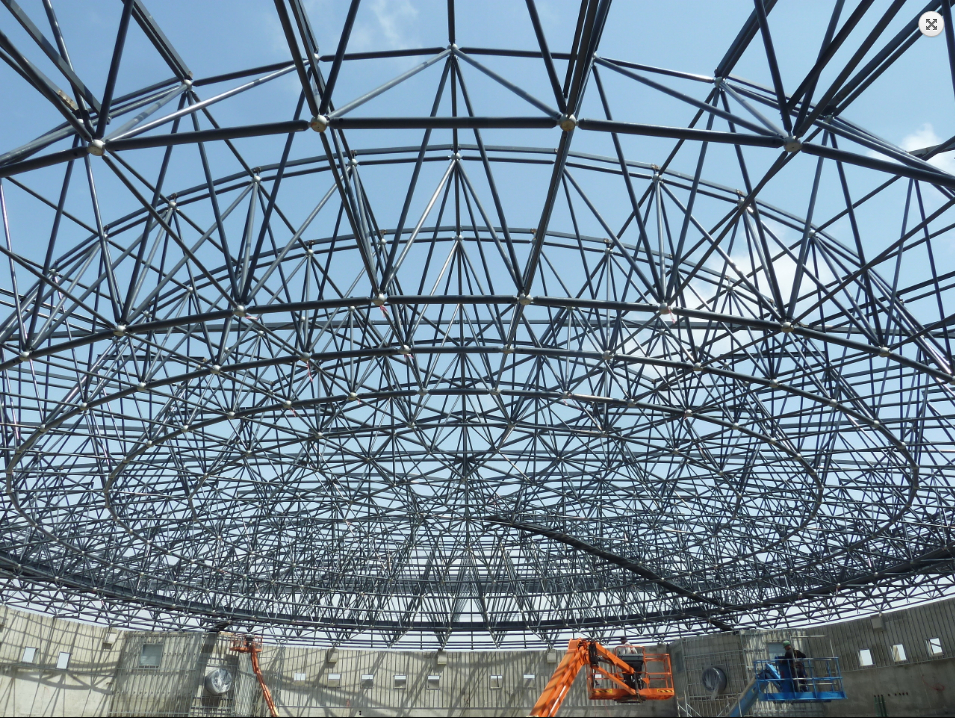
Bolted ball steel grids have been widely promoted in cement plant stack construction projects due to their beautiful appearance, structural safety, economical and practical, short construction period, etc. Today, the editor of Jiangsu Huahai Steel Structure will analyze the bolt ball in detail for everyone What are the main classifications of grid processing?
Bolt ball grid processing mainly includes rod processing and bolt ball processing.Bar processing is an important link that easily causes error accumulation in the construction of grid engineering. Among them, the blank size of the steel pipe, the thickness of the sealing plate or cone head and the thickness of the welding seam that constitute the rod determine the final length of the rod, and the design value of the length of the rod is restricted by the blank size of the steel pipe, the thickness of the sealing plate or the cone head It also determines the thickness of the welding seam, too large or too small a welding seam directly affects the connection strength of the rod. Therefore, in the specific construction process, the blanking size of the steel pipe should be controlled according to the requirements of different welded parts and the thickness of the weld seam. This requires that the "sample rod" be made first for the rods of the same specification, so as to achieve the correction of the blanking size. purpose.
Another control point of rod processing is the verticality of the end face, and the verticality of the end face determines the size of the contact surface between the rod and the bolt ball. For the pressure-bearing members in the grid, the non-vertical members are often eccentrically compressed under the actual bearing capacity. A single member prevents the members from fully exerting their own performance and deforms. The safety performance of the grid can be reduced only under the condition of components. This requires strengthening the parallel inspection of the temporary "pair of rods" before welding at both ends of the rod, and the inspection of the "pair of rod platforms" is also indispensable. A good "pole-pairing platform" should allow the components that make up the rods to be free and independent of each other, so that better results can be achieved when "pole-pairing". Each rod must be checked for bending itself. Therefore, the "right bar" work is very critical. Should not blindly pursue speed, so as not to cause great hidden dangers to follow-up work or cause unnecessary rework.
Various forms of quality defects may occur when the rod steel pipe is welded to the sealing plate or the cone head, such as welding reel, welding hole, undercut, impervious welding, uneven welding, etc. The reasons should be analyzed for different defects, and then according to The reasons for the formation are rectified one by one.
Bolt ball processing: The bolt ball blank is forged from steel ingots, and its material is difficult to ensure, so it needs to be checked from the source. The inspection of the rough ball mainly includes: whether there are cracks, oxide scale, ball diameter error, etc. Among them, the ball diameter is too small to affect the milling surface area, so that the contact surface of the bolt ball and the sleeve is too small, causing serious quality risks. The bolt ball is made of No. 45 steel, and its quality should meet the requirements of the national standard "Quality Carbon Structural Steel Conditions" GB699.
Although the bolt hole processing of the bolt ball belongs to rough tooth processing, its processing should be in accordance with the processing requirements of mechanical products, especially the tap depth can meet the later bolt installation depth requirements. The main control indicators are that the milling surface must ensure the contact surface of the sleeve, and the ball holes must be uniformly directed to the center of the ball. The center of the three-jaw chuck of the lathe, the core of the drill and the center of the tooling must be aligned. This needs to be checked frequently during processing, and the 30% hole angle meets the design requirements. Clean up the processing procedure before processing. For the sampling inspection of the finished ball, the similar bolt ball on the drawing can be used to compare the inspection angle to evaluate the error. If the processed process holes and molded balls are not used for a long time, they should be sealed to prevent corrosion of the bolt holes. New product drills or taps and unusual bolt holes should be screwed in to check whether the bite is good.
The processing process of the bolted ball grid determines the final quality of the grid engineering, and each type of work requires meticulous operation. Each work team should strictly control and standardize operations according to its own characteristics. The same operation team should strengthen the exchange of experience, learn from each other's strengths, and have a unified understanding, so as to effectively improve the processing quality of the grid.
Recommended Reading
-

African customers visited inspections, joined hands with new opportunities to start a new chapter in
2025-01-17 16:30:06?10789 次
-

Steel structure grid advantage
2021-03-11 16:10:29?194406 次
-

Force analysis of grid installation
2021-03-11 15:45:37?183120 次
-

Grid rod processing
2021-03-10 09:48:09?720080 次


